-
+86-18688077488
-
Улица Цинсинь, дом 1, Пубянь, Зона высокотехнологичных индустрий, провинция Гуандун
- beryllin@source-mat.com









Технология пайки Au-Sn толщиной 100 мкм
Пайка сплавом Au-Sn толщиной 100 мкм представляет собой специализированный процесс, применяемый в микроэлектронике и других высокоточных областях. Он обеспечивает высокую надежность соединения, устойчивость к коррозии и отличную электропроводность. В этой статье мы подробно рассмотрим технологию пайки Au-Sn толщиной 100 мкм, включая материалы, оборудование, этапы процесса, а также преимущества и недостатки. ООО Чжэнчжоу Ляньсинь Высокотемпературные Новые Материалы предлагает передовые решения для высокотемпературной пайки, включая широкий выбор припоев и флюсов, оптимизированных для различных применений.
Введение в пайку Au-Sn
Пайка Au-Sn – это метод соединения, использующий сплав золота и олова в качестве припоя. Этот сплав известен своей высокой прочностью на сдвиг, хорошей коррозионной стойкостью и стабильностью при высоких температурах. Толщина припоя в 100 мкм часто используется в приложениях, требующих высокой точности и минимального объема припоя, таких как пайка чипов, микросхем и других миниатюрных компонентов. Припой Au80Sn20 (80% золота и 20% олова) – это распространенный эвтектический сплав, плавящийся при 280 °C, широко используемый в данной технологии.
Преимущества и недостатки технологии пайки Au-Sn толщиной 100 мкм
Преимущества:
- Высокая надежность соединения
- Отличная электропроводность
- Устойчивость к коррозии
- Стабильность при высоких температурах
- Минимальный объем припоя, что важно для миниатюрных устройств
Недостатки:
- Более высокая стоимость по сравнению с другими припоями
- Более высокая температура пайки (280°C для Au80Sn20)
- Требует более точного контроля процесса
Материалы и оборудование для пайки Au-Sn толщиной 100 мкм
Для выполнения пайки Au-Sn толщиной 100 мкм необходимы следующие материалы и оборудование:
- Припой Au-Sn (обычно в виде проволоки, фольги или пасты)
- Флюс (для удаления оксидов и улучшения смачиваемости)
- Оборудование для пайки (печь для оплавления, паяльная станция, лазерная пайка)
- Оборудование для контроля температуры
- Оборудование для очистки и подготовки поверхности
- Микроскоп (для контроля качества пайки)
- Инертный газ (например, аргон или азот) для защиты от окисления
Этапы процесса пайки Au-Sn толщиной 100 мкм
Процесс пайки Au-Sn включает следующие этапы:
1. Подготовка поверхности
Поверхности, подлежащие пайке, должны быть тщательно очищены от оксидов, загрязнений и жиров. Это можно сделать с помощью химической очистки (например, с использованием кислот или щелочей) или механической очистки (например, с помощью абразивных материалов). Важно обеспечить высокую степень чистоты поверхности для хорошей смачиваемости припоем.
2. Нанесение припоя
Припой Au-Sn наносится на соединяемые поверхности. Толщина припоя должна быть равномерной и составлять около 100 мкм. Припой может быть нанесен в виде проволоки, фольги или пасты. В случае использования пасты припоя, необходимо контролировать ее вязкость и состав. Альтернативным вариантом является использование металлизированных слоев, например, золота и олова, наносимых методом напыления. При нагреве эти слои образуют сплав Au-Sn.
3. Нанесение флюса
Флюс наносится на припой и соединяемые поверхности. Флюс предназначен для удаления остатков оксидов и улучшения смачиваемости припоем. Важно выбрать подходящий флюс, который не будет вызывать коррозию и не оставит вредных остатков после пайки. Выбор флюса зависит от типа сплава и материала подложки. Компания ООО Чжэнчжоу Ляньсинь Высокотемпературные Новые Материалы предлагает широкий выбор флюсов, разработанных специально для высокотемпературной пайки.
4. Пайка
Пайка выполняется путем нагрева соединяемых поверхностей до температуры выше температуры плавления припоя (280°C для Au80Sn20). Нагрев может осуществляться в печи для оплавления, с помощью паяльной станции или лазерной пайки. Важно обеспечить равномерный нагрев и контролировать температуру, чтобы избежать перегрева или недогрева. Рекомендуется проводить пайку в инертной атмосфере (аргон или азот), чтобы предотвратить окисление припоя.
5. Охлаждение
После пайки соединение охлаждается. Охлаждение должно быть достаточно медленным, чтобы избежать образования трещин и напряжений в соединении. Рекомендуется охлаждать соединение в инертной атмосфере или вакууме.
6. Очистка
После охлаждения соединение очищается от остатков флюса и других загрязнений. Для очистки можно использовать химические растворители или ультразвуковую очистку. Важно удалить все остатки флюса, так как они могут вызывать коррозию.
7. Контроль качества
После очистки проводится контроль качества пайки. Контроль качества может включать визуальный осмотр под микроскопом, проверку прочности на сдвиг и другие тесты. Важно убедиться, что соединение имеет хорошую адгезию и не содержит дефектов.
Параметры процесса пайки Au-Sn толщиной 100 мкм
Важнейшие параметры процесса:
- Температура пайки: обычно 300-350°C (в зависимости от конкретного сплава Au-Sn)
- Время пайки: от нескольких секунд до нескольких минут (в зависимости от метода нагрева и размера соединения)
- Атмосфера: инертный газ (аргон или азот) или вакуум
- Скорость нагрева и охлаждения: контролируется для минимизации напряжений
Методы пайки Au-Sn
Существуют различные методы пайки Au-Sn, каждый из которых имеет свои преимущества и недостатки:
1. Пайка в печи оплавления
Это наиболее распространенный метод пайки Au-Sn. Соединение помещается в печь, где нагревается до температуры плавления припоя. Преимуществом этого метода является равномерный нагрев и возможность пайки большого количества соединений одновременно. Недостатком является сложность контроля температуры и необходимость использования инертной атмосферы.
2. Пайка паяльной станцией
Этот метод используется для пайки отдельных компонентов. Паяльная станция обеспечивает локальный нагрев соединения. Преимуществом этого метода является возможность точного контроля температуры и возможность пайки компонентов, чувствительных к высокой температуре. Недостатком является более низкая производительность по сравнению с пайкой в печи оплавления.
3. Лазерная пайка
Этот метод использует лазерный луч для нагрева соединения. Преимуществом этого метода является высокая скорость нагрева и возможность пайки труднодоступных мест. Недостатком является высокая стоимость оборудования и необходимость точной фокусировки лазерного луча.
Примеры применения пайки Au-Sn толщиной 100 мкм
Технология пайки Au-Sn толщиной 100 мкм широко используется в следующих областях:
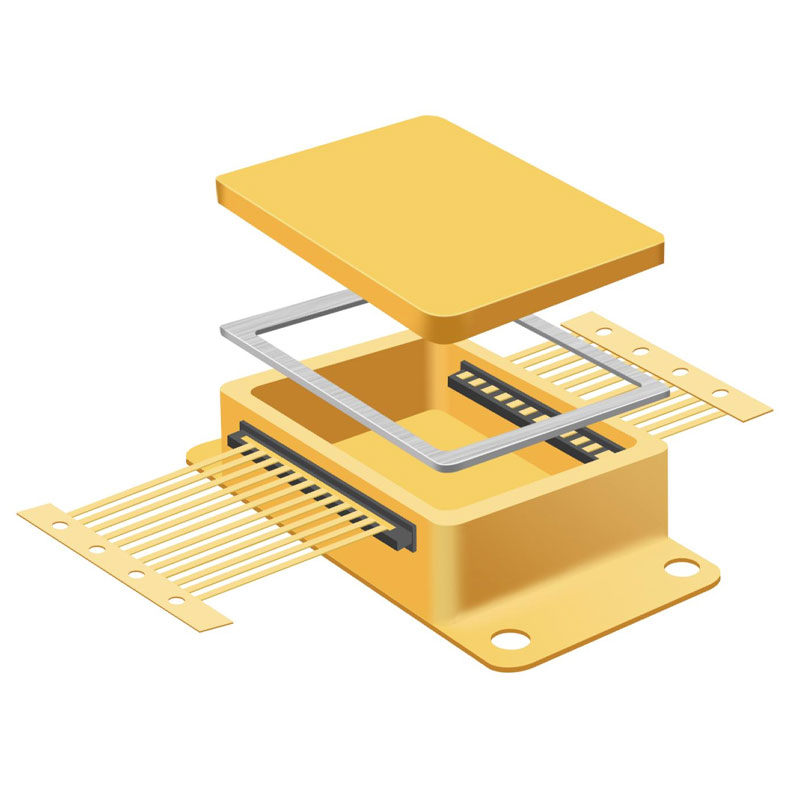
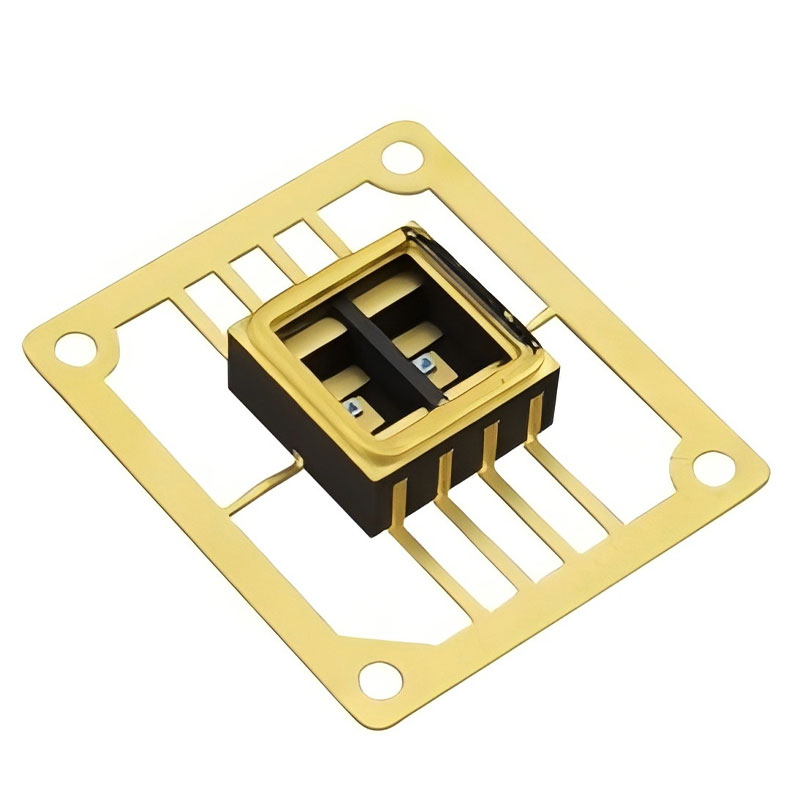
- Микроэлектроника: пайка чипов, микросхем, MEMS-устройств
- Оптоэлектроника: пайка лазерных диодов, фотодиодов
- Медицинская техника: пайка имплантируемых устройств
- Аэрокосмическая промышленность: пайка компонентов для спутников и самолетов
Пример: Пайка кристаллов лазерных диодов к теплоотводу с использованием пайки Au-Sn толщиной 100 мкм обеспечивает эффективный отвод тепла и высокую надежность устройства. Другой пример: В микроэлектронике пайка микросхем с помощью Au-Sn обеспечивает высокую плотность компоновки и отличную электропроводность.
Таблица: Сравнение различных методов пайки Au-Sn
| Метод пайки | Преимущества | Недостатки | Применение |
|---|---|---|---|
| Пайка в печи оплавления | Равномерный нагрев, высокая производительность | Сложность контроля температуры, требуется инертная атмосфера | Пайка большого количества компонентов |
| Пайка паяльной станцией | Точный контроль температуры, подходит для чувствительных компонентов | Низкая производительность | Пайка отдельных компонентов |
| Лазерная пайка | Высокая скорость нагрева, пайка труднодоступных мест | Высокая стоимость оборудования, требуется точная фокусировка | Пайка в микроэлектронике и оптоэлектронике |
Рекомендации по пайке Au-Sn толщиной 100 мкм
Для успешной пайки Au-Sn толщиной 100 мкм рекомендуется следующее:
- Используйте высококачественные материалы (припой, флюс)
- Тщательно очищайте и подготавливайте поверхности
- Контролируйте температуру пайки
- Используйте инертную атмосферу для предотвращения окисления
- Очищайте соединение от остатков флюса
- Проводите контроль качества пайки
Заключение
Технология пайки Au-Sn толщиной 100 мкм – это эффективный метод соединения, обеспечивающий высокую надежность и отличные эксплуатационные характеристики. Она требует точного контроля процесса и использования высококачественных материалов. ООО Чжэнчжоу Ляньсинь Высокотемпературные Новые Материалы предлагает решения для технологии пайки Au-Sn толщиной 100 мкм, включая широкий выбор припоев и флюсов.
Внешние ссылки
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Сварочная проволока из серебра и меди
Сварочная проволока из серебра и меди -
 In97Ag3
In97Ag3 -
 Sn63Pb37
Sn63Pb37 -
 Никелевое покрытие
Никелевое покрытие -
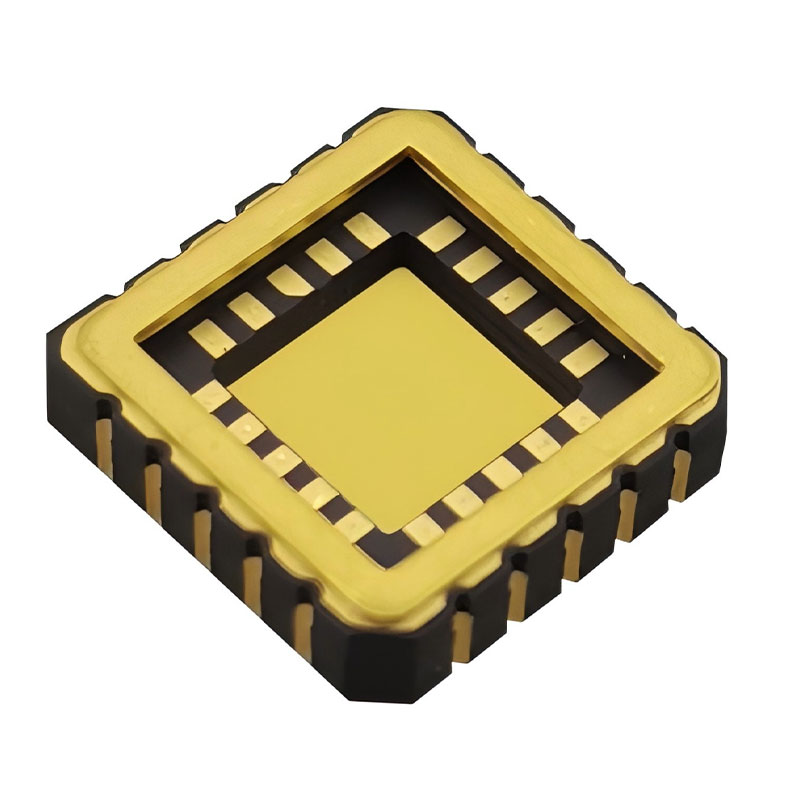
 Керамический корпус типа плоский (CFP)
Керамический корпус типа плоский (CFP) -
 Никель-золотое покрытие
Никель-золотое покрытие -
 Предварительно сформированный припой
Предварительно сформированный припой -
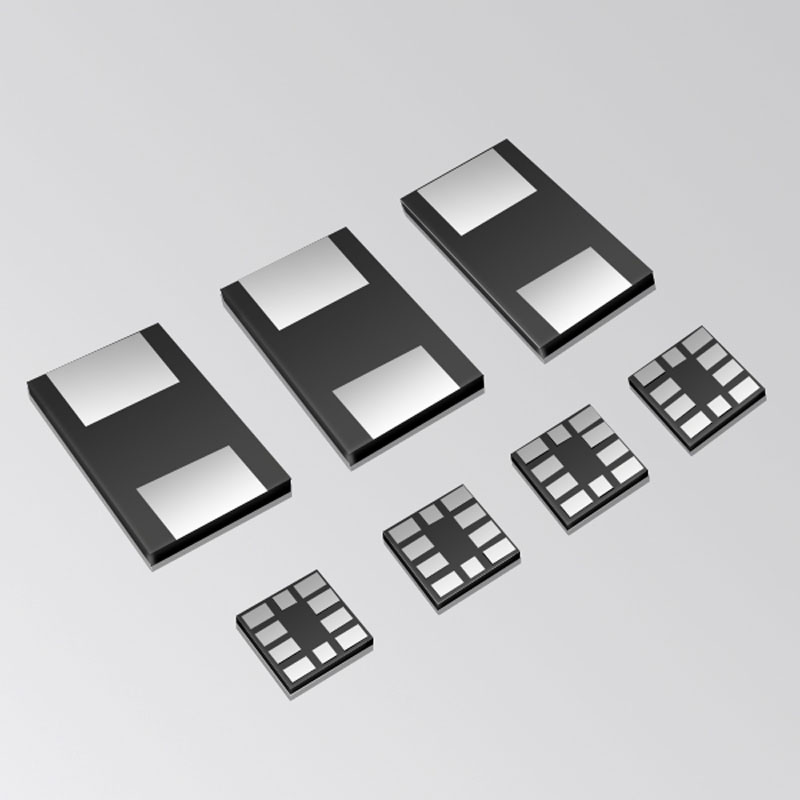
 Керамический корпус малого форм-фактора (CSOP)
Керамический корпус малого форм-фактора (CSOP) -
 SAC305(Sn96Ag3Cu0,5)
SAC305(Sn96Ag3Cu0,5) -
 Заготовка припоя Ag72Cu28
Заготовка припоя Ag72Cu28 -
 In80Pb15Ag5
In80Pb15Ag5 -
 Заготовки припоя на основе Sn
Заготовки припоя на основе Sn
Связанный поиск
Связанный поиск- Эвтектическое золото-оловянное кольцо 0.03 мм
- Основные покупатели золото-оловянного припоя 0.04 мм для электронных компонентов
- Производитель оптических оконных припоев для электронных компонентов
- Коррозионная стойкость гальванического покрытия
- Керамическая крышка
- Оловянная припойная проволока
- Ведущий покупатель пластин эвтектического припоя Au79Sn21 для керамической упаковки
- Основная страна-покупатель керамической металлизации электронных компонентов
- Ведущий покупатель материалов для пайки рубина
- Испытание соляным туманом