-
+86-18688077488
-
Улица Цинсинь, дом 1, Пубянь, Зона высокотехнологичных индустрий, провинция Гуандун
- beryllin@source-mat.com









Технология пайки Au79Sn21 толщиной 100 мкм
Пайка сплавом Au79Sn21 толщиной 100 мкм – это специализированный процесс, обеспечивающий высокую надежность и коррозионную стойкость соединений в микроэлектронике и других высокотехнологичных областях. Данное руководство охватывает ключевые аспекты этого процесса, включая выбор материалов, подготовку поверхности, методы пайки, контроль качества и распространенные проблемы.
Введение в пайку сплавом Au79Sn21
Сплав Au79Sn21 (79% золота и 21% олова) является эвтектическим припоем, обладающим рядом преимуществ, делающих его привлекательным для ответственных применений. Его температура плавления составляет 280 °C, что позволяет создавать соединения, устойчивые к высоким рабочим температурам. При технологии пайки Au79Sn21 толщиной 100 мкм достигается высокая точность и контроль процесса, что критически важно для микроэлектронных компонентов.
Преимущества и недостатки сплава Au79Sn21
Преимущества:
- Высокая прочность соединения: Обеспечивается интерметаллидным соединением AuSn, образующимся в процессе пайки.
- Коррозионная стойкость: Золото и олово устойчивы к окислению и другим видам коррозии.
- Отсутствие флюса: В большинстве случаев, пайка Au79Sn21 выполняется без флюса, что упрощает процесс и снижает риск загрязнения.
- Высокая надежность: Соединения Au79Sn21 обладают отличной усталостной прочностью и стабильностью при высоких температурах.
Недостатки:
- Высокая стоимость: Золото является дорогим металлом, что увеличивает стоимость припоя.
- Ограниченная паяемость некоторых материалов: Требуется тщательная подготовка поверхности для обеспечения хорошей смачиваемости.
- Сложность процесса: Пайка требует точного контроля температуры и времени, особенно при технологии пайки Au79Sn21 толщиной 100 мкм.
Материалы и оборудование для пайки Au79Sn21
Припой Au79Sn21
Припой поставляется в различных формах, включая проволоку, фольгу, ленту и пасту. Для технологии пайки Au79Sn21 толщиной 100 мкм чаще всего используется фольга или лента. Толщина 100 мкм обеспечивает точное дозирование припоя и минимизирует образование пустот.
Пример поставщика: Indium Corporation предлагает широкий ассортимент сплавов AuSn.
Подложки и компоненты
Подложки и компоненты должны быть совместимы с припоем Au79Sn21. Типичные материалы подложек включают керамику (Al2O3, AlN), медь, никель и золото. Важно обеспечить хорошую смачиваемость поверхности подложки припоем.
Оборудование для пайки
- Печи оплавления: Обеспечивают равномерный нагрев и контроль температуры.
- Термокомпрессионные паяльники: Используются для локальной пайки отдельных компонентов.
- Системы лазерной пайки: Обеспечивают высокую точность и скорость пайки.
- Вакуумные паяльные станции: Минимизируют образование окислов и улучшают смачиваемость.
Подготовка поверхности перед пайкой Au79Sn21
Правильная подготовка поверхности имеет решающее значение для успешной пайки Au79Sn21. Необходимо удалить все загрязнения, окислы и другие вещества, которые могут препятствовать смачиваемости. Типичные методы подготовки поверхности включают:
- Механическая очистка: Шлифовка, полировка или пескоструйная обработка.
- Химическая очистка: Использование растворителей, кислот или щелочей.
- Плазменная очистка: Удаление органических загрязнений с помощью плазмы.
После очистки поверхности рекомендуется нанести тонкий слой золота или никеля для улучшения смачиваемости припоя.
Методы пайки Au79Sn21 толщиной 100 мкм
Пайка в печи оплавления
Этот метод подходит для массового производства. Компоненты и припой размещаются на подложке, а затем помещаются в печь оплавления, где температура постепенно повышается до температуры плавления припоя. Контроль температуры является критическим для обеспечения качественного соединения.
Термокомпрессионная пайка
Этот метод используется для локальной пайки отдельных компонентов. Термокомпрессионный паяльник нагревает компонент и припой, одновременно оказывая давление. Этот метод обеспечивает высокую точность и контроль процесса.
Лазерная пайка
Лазерная пайка обеспечивает высокую скорость и точность пайки. Лазерный луч нагревает припой и компонент локально, создавая прочное соединение. Этот метод подходит для пайки мелких компонентов и сложных геометрий.
Рассмотрим подробнее про лазерную пайку с использованием технологии пайки Au79Sn21 толщиной 100 мкм, пример оборудования компании AMSYS.
Контроль качества пайки Au79Sn21
После пайки необходимо провести контроль качества соединения. Типичные методы контроля включают:
- Визуальный осмотр: Проверка на наличие дефектов, таких как трещины, пустоты и неравномерное распределение припоя.
- Рентгеновский контроль: Обнаружение скрытых дефектов, таких как пустоты и трещины.
- Механические испытания: Определение прочности соединения на сдвиг и отрыв.
- Металлографический анализ: Исследование микроструктуры соединения для оценки качества пайки.
Распространенные проблемы при пайке Au79Sn21 и способы их решения
| Проблема | Возможная причина | Решение |
|---|---|---|
| Плохая смачиваемость | Загрязненная поверхность, низкая температура пайки, неподходящий материал подложки | Очистить поверхность, увеличить температуру пайки, использовать подложку с хорошей смачиваемостью |
| Образование пустот | Высокая скорость нагрева, загрязненный припой, недостаточная дегазация | Снизить скорость нагрева, использовать чистый припой, проводить дегазацию в вакууме |
| Трещины в соединении | Быстрое охлаждение, неравномерное распределение припоя, термические напряжения | Медленно охлаждать соединение, обеспечить равномерное распределение припоя, использовать материалы с близкими коэффициентами теплового расширения |
Примеры применения пайки Au79Sn21
- Микроэлектроника: Пайка кристаллов, чипов и других компонентов.
- Оптоэлектроника: Пайка лазерных диодов, фотодиодов и других оптических элементов.
- Медицинские устройства: Пайка имплантируемых устройств и датчиков.
- Аэрокосмическая промышленность: Пайка электронных компонентов для спутников и самолетов.
Заключение
Технология пайки Au79Sn21 толщиной 100 мкм является важным процессом для создания высоконадежных и долговечных соединений в различных отраслях промышленности. Тщательное соблюдение технологических параметров, правильная подготовка поверхности и контроль качества позволяют получить соединения с отличными характеристиками. Если вам нужна помощь с пайкой электронных компонентов в России, компания CNA Electronics (https://cnaelectronics.ru/) предлагает широкий спектр услуг.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Серебряная паста
Серебряная паста -
 Au80Cu20
Au80Cu20 -
 Сварочная проволока из серебра и меди
Сварочная проволока из серебра и меди -
 Заготовка припоя Ag72Cu28
Заготовка припоя Ag72Cu28 -
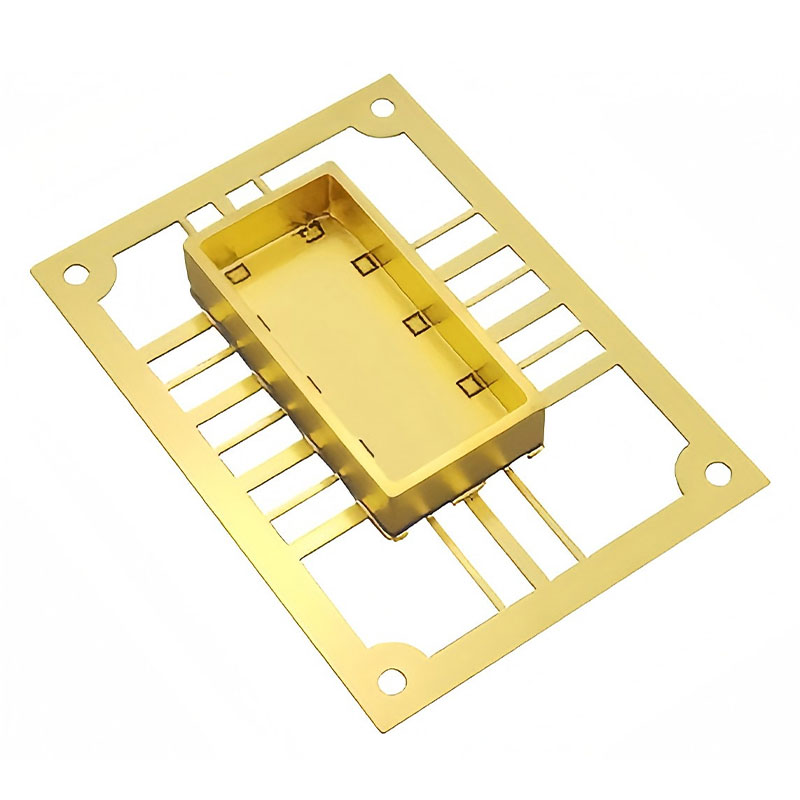 Керамический корпус типа плоский (CFP)
Керамический корпус типа плоский (CFP) -
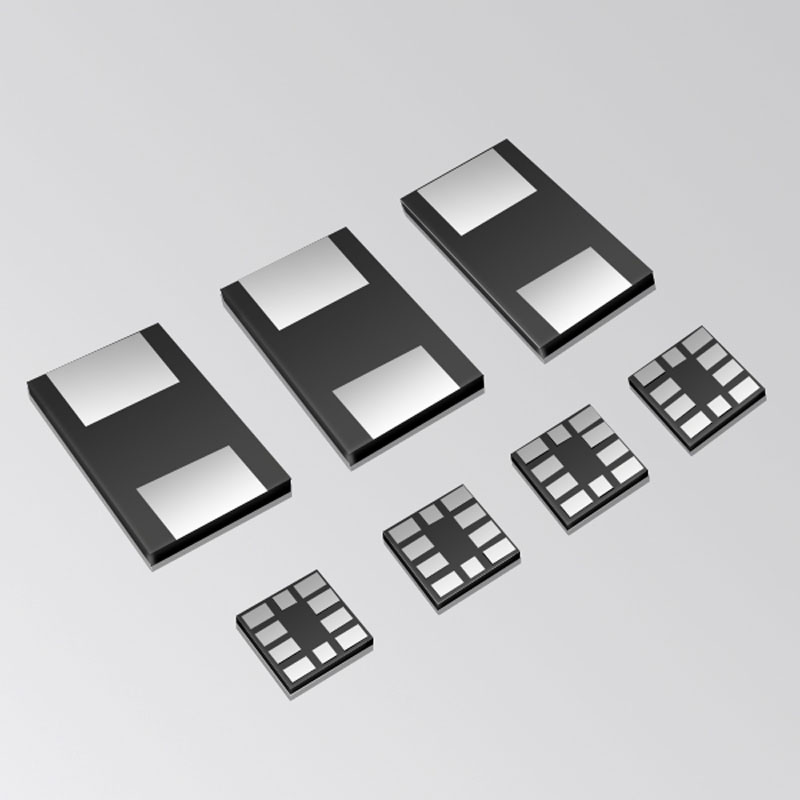
 Корпус для поверхностного монтажа (SMD)
Корпус для поверхностного монтажа (SMD) -
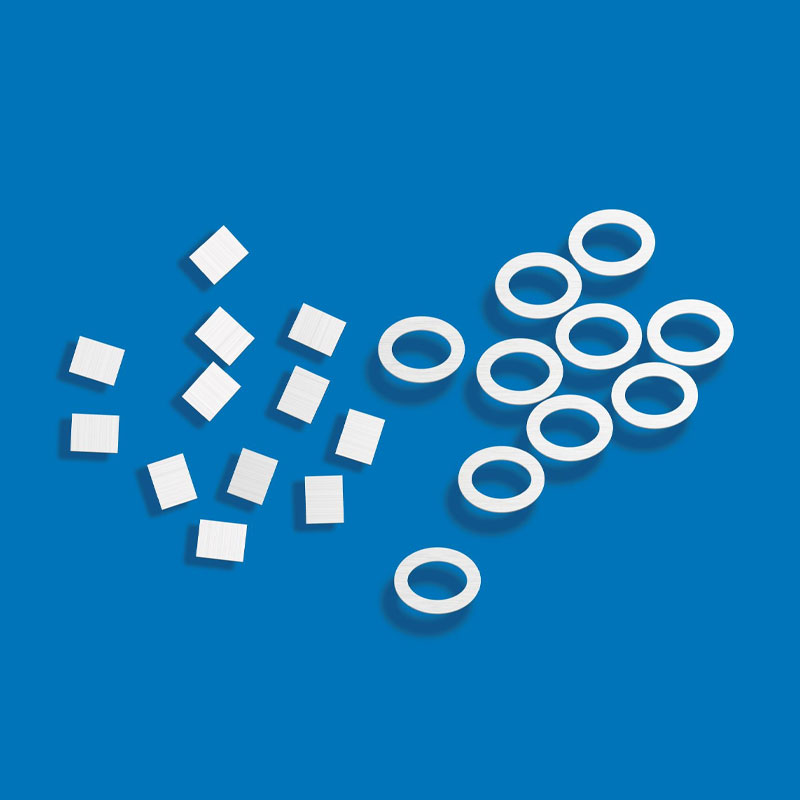 Заготовки припоя на основе Sn
Заготовки припоя на основе Sn -
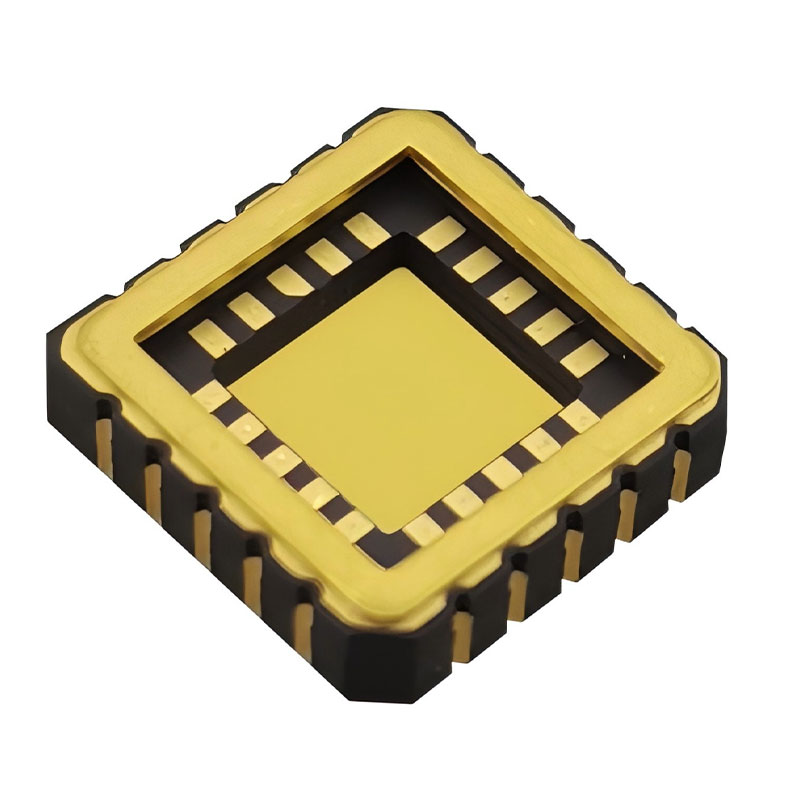 Керамический корпус без выводов по краям (CQFN)
Керамический корпус без выводов по краям (CQFN) -
 Pb92,5Sn5Ag2,5
Pb92,5Sn5Ag2,5 -
 Химическое никелирование
Химическое никелирование -
 Sn63Pb37
Sn63Pb37 -
 Ag92,5Cu7,5
Ag92,5Cu7,5
Связанный поиск
Связанный поиск- Основной покупатель защитных пластин
- Пайка никелем и медью
- Производители микроволновых устройств
- Основной покупатель высококачественного никель-золотого покрытия
- Основной покупатель гальванического покрытия
- Электронные компоненты гальваническое покрытие мягким золотом
- Эвтектическое золото-оловянное кольцо 0.03 мм
- Производители коррозионно-стойких
- Ремонтный оловянный припой
- Эвтектический припой Au80Sn20 Технология штамповки чипов