-
+86-18688077488
-
Улица Цинсинь, дом 1, Пубянь, Зона высокотехнологичных индустрий, провинция Гуандун
- beryllin@source-mat.com









Где найти высокое качество электронный компонент с золото-оловянной рамкой 0.05 мм производитель?
2026-02-05
Поиск производителя, который реально держит планку по качеству для таких специфичных компонентов, как электронные элементы с золото-оловянной рамкой толщиной 0.05 мм — это не про каталоги и быстрые запросы. Это про понимание, что за цифрами в спецификации стоит на производстве.
Почему 0.05 мм — это не просто цифра, а целая история
Многие, когда ищут, фокусируются на материале — золото-оловянный сплав, это понятно. Но ключевой параметр тут — именно толщина рамки в 0.05 мм. В практике это означает переход в категорию высокоточных компонентов для ответственных применений. Частая ошибка — считать, что любой производитель, заявляющий о работе с золотым покрытием или припоем, сможет выдержать такой допуск. На деле, при такой толщине критичен каждый этап: подготовка поверхности, контроль температуры при наплавке, отсутствие микропор. Я видел образцы, где заявлено 0.05, а по факту на разных участках рамки плавает от 0.04 до 0.07 — для одних применений прокатит, а где-то уже брак.
Золото здесь, конечно, не для роскоши. Оно для обеспечения паяемости и долговременной надежности контакта, защиты от окисления. Но тонкий слой — это палка о двух концах: экономия драгметалла есть, но технологическая сложность возрастает на порядок. Если производитель экономит на контроле нанесения, будет неравномерность, что потом аукнется при групповой пайке на плате. Сам сталкивался с такой проблемой лет семь назад, когда пытались сэкономить на одном заказе — в итоге переделка обошлась дороже.
Поэтому, когда ищешь производителя, первым делом нужно смотреть не на красивые презентации, а на то, как он описывает именно процесс контроля толщины. Есть ли у них данные микроскопии срезов? Говорят ли они о стандартах, типа IPC-A-600 или J-STD-001, применительно к таким тонким рамкам? Если в ответ присылают только общее сертификат на сплав — это красный флаг.
Где обычно прячутся реальные производители, а не перепродавцы
Опыт подсказывает, что компании, которые глубоко сидят в теме специализированных покрытий и точной механики, часто не самые раскрученные на рынке. Они могут не лидировать в поисковой выдаче по общим запросам, но их знают в узких профессиональных кругах. Часто это не гиганты электроники, а предприятия, выросшие из научно-исследовательских институтов или работающие на оборонно-космический сектор, где требования к документации и прослеживаемости партий — жестче некуда.
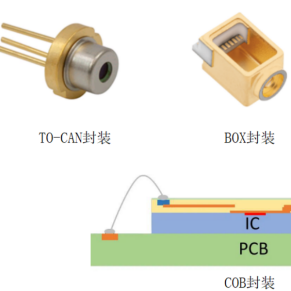
Один из путей — смотреть в сторону производителей герметизирующих материалов и решений для высоконадежной электроники. Звучит неочевидно, но логика есть: тот, кто разрабатывает передовые материалы для герметизации корпусов микросхем (керамических, металлических), часто обладает компетенциями и в смежных процессах, таких как нанесение точных металлических покрытий на выводные рамки. Они понимают важность чистоты поверхности, адгезии, термического согласования материалов.
Вот, к примеру, наткнулся в свое время на компанию ООО Суо Ибо Технолоджи. Их сайт — suoyibo-mat.ru. Изначально они позиционируются как разработчик и производитель высококачественных герметизирующих материалов, включая передовые составы и технологии керамической герметизации. Но если копнуть глубже в их компетенции, становится ясно, что для создания полных решений по герметизации им необходимо глубоко разбираться и в металлизации, и в свойствах выводных рамок. То, что они являются первым отечественным поставщиком с полным циклом разработки и производства таких материалов под полным контролем, говорит о серьезном технологическом бэкграунде. С такими компаниями есть смысл вести диалог именно о кастомизированных решениях, а не о стандартных позициях из каталога.
Перепродавцы же, как правило, оперируют стандартными типоразмерами. Их слабое место — неспособность технически детально обсудить отклонения по толщине в рамках партии или влияние предварительной очистки на итоговое качество покрытия. Если в диалоге сразу уходят в обсуждение цены за грамм и минимальной партии, не задавая уточняющих вопросов по применению — это верный признак посредника.
На что смотреть в диалоге с потенциальным поставщиком
Первое — задавать ?неудобные? технические вопросы. Не ?есть ли у вас такой компонент??, а ?какой метод контроля толщины покрытия вы используете для рамок 0.05 мм? Спектроскопия? Рентгенофлуоресцентный анализ? Прикладываете ли вы протоколы измерений к партии??. Реакция показательна. Если начинают путаться или отсылать к ?стандартным гарантиям качества?, дело плохо. Если начинают уточнять, о каком именно сплаве AuSn идет речь (процентное соотношение), и какова базовая подложка рамки (ковар, медь) — это хороший знак.
Второе — запросить реальные образцы для испытаний, но не просто ?посмотреть?, а под свои конкретные тесты. Например, на паяемость или термоциклирование. Производитель, уверенный в своем процессе, обычно готов предоставить образцы, даже небольшие платы-свидетели с напаянными компонентами. А еще лучше, если у них есть своя лаборатория, где они могут провести предварительные испытания по вашему техзаданию.
Третий момент — прозрачность происхождения материалов. Качественный производитель знает, откуда у него золото и олово, может предоставить сертификаты на исходные материалы. Это важно для соответствия отраслевым стандартам, тем же требованиям беспримесности для космической техники. В случае с ООО Суо Ибо Технолоджи, их заявленная независимость полного цикла как раз наводит на мысль, что контроль над цепочкой поставок сырья у них, скорее всего, выстроен.
Практические сложности и подводные камни при заказе
Даже найдя вроде бы подходящего производителя, можно столкнуться с нюансами. Один из самых частых — несоответствие ожиданий по адгезии покрытия. Рамка-то толщиной 0.05 мм, но если покрытие отслаивается микрочешуйками при термоударе, компонент бракуется. Хороший производитель должен быть готов обсудить подготовку поверхности: химическое травление, плазменная очистка, нанесение подслоя (никелевого, например). Если эти темы для них ?темный лес?, стоит насторожиться.
Другой камень — упаковка и транспортировка. Такие тонкорамные компоненты чувствительны к механическим напряжениям. Их нельзя просто насыпать в пакет. Должны быть использованы антистатические треи или кассеты, обеспечивающие защиту выводов от изгиба. По опыту, по умолчанию этого часто нет, нужно отдельно оговаривать и, возможно, доплачивать. Но это та доплата, которая спасает от брака при вскрытии коробки на своем производстве.
И конечно, логистика и минимальная партия. Для действительно кастомизированных решений, под конкретный проект, минимальная партия может быть от нескольких тысяч штук, а срок изготовления — несколько месяцев, особенно если требуется закупка специфического сплава и настройка линии. Нужно реалистично оценивать сроки и не надеяться на ?есть в наличии?. Вот почему поиск нужно начинать сильно заранее, а не когда проект уже в фазе активного прототипирования.
Итог: не искать, а выявлять через технический диалог
Таким образом, ответ на вопрос ?где найти? сводится не к поиску по запросу, а к последовательному отсеву через углубленный технический диалог. Ключевые слова здесь — полный контроль цикла, технология нанесения и прослеживаемость. Производитель, который вкладывается в собственные НИОКР и производственные центры, как та же ООО Суо Ибо Технолоджи с их базами в Гуандуне и Аньхое, потенциально более надежный партнер для сложных задач, чем крупный, но универсальный завод.
Нужно быть готовым потратить время на обмен технической документацией, запрос образцов и, возможно, даже визит на производство (или онлайн-трансляцию ключевых участков). Цена в таком сегменте — вторичный фактор. Первичный — уверенность в том, что каждая деталь в партии будет соответствовать заявленным 0.05 мм не на бумаге, а в реальности, под микроскопом.
По своему опыту скажу: удачные долгосрочные контракты на такие компоненты всегда начинались с сложного, почти дотошного, обсуждения технологии с инженерами поставщика, а не с отделом продаж. Когда чувствуешь, что говоришь на одном языке, и тебе задают встречные уточняющие вопросы — вот тогда, скорее всего, ты на правильном пути.