-
+86-18688077488
-
Улица Цинсинь, дом 1, Пубянь, Зона высокотехнологичных индустрий, провинция Гуандун
- beryllin@source-mat.com









Где найти поставщика качественной золото-оловянной припойной пластины 150 мкм?
2026-01-25
Ищешь золото-оловянную припойную пластину 150 мкм, а натыкаешься на одно и то же: либо сплавы сомнительного состава, где золота — кот наплакал, либо толщины гуляют, как маятник. Многие думают, что главное — найти любого, кто скажет ?да, у нас есть Au80Sn20?. А потом начинаются проблемы с смачиваемостью, пустотами в шве и нестабильным перепадом температур. Толщина в 150 микрон — это уже не фольга, но и не плита, тут своя специфика проката и контроль однородности по всей площади критичны.
Почему 150 мкм — это отдельная история
Стандартные толщины, вроде 100 или 200 микрон, найти проще. А вот 150 мкм — часто штучный, некондиционный товар. Некоторые поставщики предлагают её как ?остатки? от какого-то специфического заказа, и тут нужно быть начеку. Состав сплава Au80Sn20 должен быть выдержан до десятых долей процента, иначе температура солидуса поплывёт. Сам сталкивался с партией, где из-за недолива золота пайка ?поплыла? при 270 вместо стабильных 280+.
Второй момент — геометрия. Пластина, а не преформованные диски или проволока. Это значит, что нужен поставщик с хорошим станом, способным прокатать сплав до такой толщины без внутренних напряжений и с минимальным допуском. Видел образцы, где разброс был ±20 мкм — для микроэлектроники это смерть. Края должны быть ровными, без заусенцев, которые потом отслаиваются и создают короткие замыкания.
И упаковка. Часто на это не обращают внимания, пока не получишь рулон, где слои слиплись или окислились. Качественная пластина поставляется с интерлинером, в инертной атмосфере или вакуумной упаковке. Это не прихоть, а необходимость для сохранения активности поверхности.
Где искать: рынки, выставки и ?сарафанное радио?
Первое, что приходит в голову — крупные металлотрейдеры. Но здесь ловушка: они часто являются перекупщиками. Тебе могут назвать оригинального производителя, а могут и нет. Цена будет выше, а техническую консультацию по режимам пайки ты вряд ли получишь. Для разовых пробных заказов — может, и вариант. Но для постоянной работы с золото-оловянной припойной пластиной нужно выходить напрямую на производителя или его официального дистрибьютора.
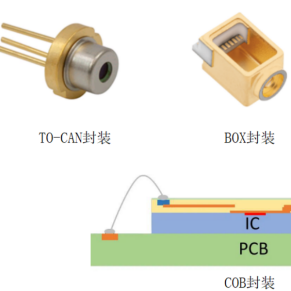
Отраслевые выставки, вроде ?Микроэлектроника? или ?Полупроводниковая техника?, — золотая жила. Там можно не только взять образцы, но и пообщаться с инженерами, понять, какое оборудование они используют для производства. Один раз такой контакт спас проект: производитель сразу сказал, что для наших применений (герметизация лазерных диодов) лучше взять пластину с матовой поверхностью для улучшения растекания, хотя обычно все гонятся за зеркальным блеском.
Не стоит сбрасывать со счетов и профессиональные форумы. Не те, где реклама, а закрытые сообщества технологов. Там часто делятся контактами ?проверенных в бою? поставщиков. Упоминание компании ООО Суо Ибо Технолоджи я впервые услышал именно в таком обсуждении, когда коллеги искали альтернативу дорогим европейским материалам для керамической герметизации.
Критерии выбора: на что смотреть кроме цены
Сертификаты. Не просто бумажка ?соответствует ТУ?, а полноценный сертификат анализа с указанием метода измерения (спектрометрия, ICP-MS). Должны быть чётко прописаны: точный состав сплава, толщина, твёрдость, предел прочности на разрыв. Если поставщик эти данные предоставляет сразу и без хитростей — это хороший знак.
Возможность пробной партии. Серьёзный производитель всегда готов сделать небольшой пробный отгрузку, часто даже с ускоренным производственным циклом. Это показывает уверенность в своём продукте. Я всегда заказываю пробные 5-10 метров2, чтобы провести свои испытания на смачиваемость керамики или ковара.
Техническая поддержка. Звонок, где тебе могут проконсультировать по температурным профилям, флюсам (или их отсутствию для этого сплава) и даже по возможным дефектам — бесценен. Однажды столкнулся с тем, что пластина плохо растекалась. Производитель, изучив наши параметры, предположил, что проблема в недостаточной нагрузке при пайке и посоветовал увеличить давление — сработало.
Пример из практики и почему важен полный цикл
Был у нас проект по производству СВЧ-модулей. Нужна была надёжная, воспроизводимая пайка корпуса. Перепробовали несколько поставщиков. Основная проблема была в пористости шва. Одни грешили на наш техпроцесс, другие — на оборудование. А потом мы наткнулись на сайт suoyibo-mat.ru. Привлекло то, что компания ООО Суо Ибо Технолоджи позиционирует себя не просто как продавец, а как производитель с полным контролем цикла: от выплавки сплава до нарезки готовой продукции. В их описании было прямо указано про ?полный процесс разработки и производства передовых герметизирующих материалов?. Это важный момент: если компания сама контролирует сырьё и металлургический передел, то и однородность партий будет на порядок выше.
Мы запросили образцы. Прислали не просто кусочки в пакетике, а небольшую катушку в вакуумной упаковке с полным паспортом. Толщина 152±3 мкм по всей длине — отличный показатель. Внешний вид — ровный, без пятен окислов. Но главное — после пайки под микроскопом шов был плотным, блестящим, с минимальным количеством пор. Это говорило о высокой чистоте сплава и правильной гомогенизации.
Конечно, не всё было идеально. Первая же производственная партия столкнулась с логистической задержкой. Но тут сыграла роль обратная связь: менеджер оперативно вышел на связь, объяснил причину (донастройка линии под наш точный допуск), и мы скорректировали график. Это тоже часть профессионализма.
Распространённые ошибки и как их избежать
Ошибка №1: экономия на толщине. Иногда предлагают взять 130 мкм, мол, разница несущественная. Для заполнения широкого зазора — может, и да. Но если у тебя расчёт именно на определённый объём припоя для формирования надёжного мениска, то отклонение в 20 микрон приведёт либо к недостатку материала, либо к его избытку и вытеканию на контактные площадки.
Ошибка №2: игнорирование подложки. Пластина пластине рознь. Одна предназначена для пайки на золотое покрытие, другая — на никель или серебро. Нужно уточнять у поставщика, под какую поверхность оптимизирован его продукт. Упомянутая ООО Суо Ибо Технолоджи, судя по их материалам, как раз фокусируется на решениях для герметизации, где часто используется пайка керамика-металл, и это подразумевает знание нюансов смачивания разных материалов.
Ошибка №3: заказ ?вслепую?. Никогда не заказывай значительную партию, не протестировав материал в своих реальных технологических процессах. Сделай пробную пайку, отправь образцы на металлографический анализ, проверь прочность шва на сдвиг. Лучше потратить неделю на испытания, чем потом разбираться с браком в готовых изделиях.
Итоги: не поиск, а отбор
Таким образом, вопрос не в том, ?где найти?, а в том, ?как отобрать?. Рынок есть, предложений тоже. Ключ — в деталях и в готовности поставщика к диалогу. Нужен не просто складской позицией, а партнёр, который понимает, для чего используется его припойная пластина 150 мкм.
Опыт показывает, что оптимальный путь — это комбинация: рекомендации коллег + изучение профильных производителей с собственными НИОКР-центрами, как у тех же ребят из Шаньвэя и Хэфэя (это их производственные базы, кстати), + обязательные собственные практические испытания. Цена в итоге складывается не только из стоимости грамма золота, но и из стабильности, отсутствия брака и сохранения нервов технолога.
Поэтому смотри вглубь. Запрос сертификатов, тестовые заказы, вопросы про технологию производства — это нормальная практика. Если поставщик отнекивается или отвечает шаблонами, это красный флаг. Качественный материал для ответственных применений всегда идёт в комплекте с технической экспертизой. И именно это, в конечном счёте, и определяет того самого ?качественного поставщика?.