-
+86-18688077488
-
Улица Цинсинь, дом 1, Пубянь, Зона высокотехнологичных индустрий, провинция Гуандун
- beryllin@source-mat.com









Где найти производителя качественной золото-оловянной припойной пластины 200 мкм?
2026-01-28
Вопрос, который на первый взгляд кажется простым, но на деле упираешься в десятки нюансов — от реального состава сплава до состояния режущего оборудования. Многие сразу ищут ?золото-оловянную пластину?, но забывают уточнить, что им нужно именно для герметизации, а не, скажем, для ювелирки. И толщина в 200 микрон — это уже серьезная заявка на прецизионность.
Не просто AuSn20: что скрывается за цифрами
Все знают стандарт Au80Sn20. Но когда речь заходит о пластине, особенно такой тонкой, процентное содержание становится абстракцией. Ключевое — это гомогенность сплава. Видел образцы, где под микроскопом видна ликвация — пятнами идет олово, пятнами золото. При оплавлении такой пластины в вакуумной печи получаются ?слезы? и непропаи. Производитель может показывать сертификат с идеальными 80/20, а реальная структура будет хромать. Поэтому первый вопрос к поставщику — не ?есть ли сертификат??, а ?как вы контролируете однородность на непрерывной ленте??. Метод плавления, скорость охлаждения слитка, последующая прокатка — все этапы критичны.
Толщина 200 мкм — это пограничная зона. Чуть толще — и можно использовать более грубые методы резки, чуть тоньше — начинаются проблемы с прочностью на разрыв самой ленты до нанесения флюса. Идеальная пластина в 200 мкм должна сохранять пластичность, чтобы ее можно было точно вырубать или резать лазером без сколов по краям. Частая проблема — хрупкость. Если при сгибе образца слышится легкий хруст или появляется трещина — это брак по механическим свойствам, как ни крути. Скорее всего, нарушен режим отжига после прокатки.
Здесь стоит упомянуть про компанию ООО Суо Ибо Технолоджи. Наткнулся на них пару лет назад, когда искал альтернативу европейским материалам для керамической герметизации. Их сайт suoyibo-mat.ru не пестрит рекламой, но видно, что они сфокусированы именно на герметизирующих материалах. В их случае, основа в 2018 году с солидным уставным капиталом и два центра в Гуандуне и Аньхое — это не гаражное производство. Для меня стало важным, что они позиционируют себя как поставщик с полным циклом — от разработки до производства. Это часто означает лучший контроль над структурой сплава. Хотя, конечно, китайское происхождение материалов у некоторых инженеров до сих пор вызывает предубеждение, которое приходится развеивать опытным путем.
Где искать: от каталогов до пробных партий
Поиск через обычные каталоги типа ?все припои? часто приводит к дистрибьюторам, которые сами толком не знают, что продают. Они работают со склада, а не с производства. Для золото-оловянной припойной пластины с четкими параметрами нужен прямой контакт с технологом завода. Лучший способ — отраслевые выставки по микроэлектронике и силовой электронике. Там можно не только взять образцы, но и вживую пообщаться, задать каверзные вопросы про температурный режим отжига или контроль содержания примесей.
Один из наших неудачных опытов был как раз с ?удобным? поставщиком из Европы. Прислали красивый образец, все параметры в норме. Заказали партию. А в ней в каждой третьей катушке были микроволнистости по краю. При автоматической вырубке это приводило к заклиниванию штампа. Оказалось, у них на стареющем оборудовании был изношен направляющий ролик, и они это скрывали. С тех пор мы всегда просим не только образцы, но и разрешаем (или сами инициируем) аудит производства. Не каждый соглашается, но те, кто соглашаются — сразу переходят в категорию надежных партнеров.
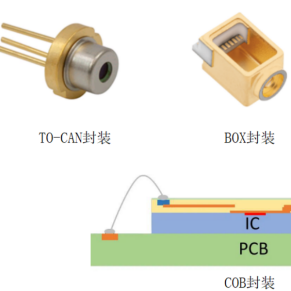
Что касается ООО Суо Ибо Технолоджи, то их кейс в области передовых герметизирующих материалов и керамической герметизации говорит о том, что они, вероятно, понимают потребности в высоконадежных соединениях. Для пластины 200 мкм это как раз область применения — герметизация корпусов микросхем, силовых модулей, где важен и тепловой поток, и механическая прочность. Их заявка на ?полный контроль и независимость? в разработке — это тот самый аргумент, который может означать возможность кастомизации, например, под конкретный коэффициент теплового расширения подложки.
Критерии оценки: на что смотреть в образце
Первое — визуал. Катушка или листы? Катушка предпочтительнее для автоматизации, но нужно смотреть на натяжение. Пластина не должна быть деформированной. Край — должен быть ровным, без заусенцев. Цвет — ровный матово-желтый, без окисленных пятен или радужных разводов (это может быть признак неравномерности покрытия или остатков технологической смазки).
Второе — тактильно. Попробовать аккуратно согнуть небольшой отрезок. Он должен гнуться, а не ломаться. После сгиба — посмотреть, не появились ли трещины по линии сгиба. Это базовый тест на пластичность.
Третье — и самое главное — пробный оплав. Нужно смоделировать реальные условия: отмыть (если есть флюс), положить между, условно, керамической пластиной и крышкой, и запустить в печь с вакуумом или формирующей газовой средой по вашему реальному профилю. После этого смотреть на растекание. Оно должно быть равномерным, без шариков. И обязательно проверить срез спая на сканирующем электронном микроскопе (СЭМ) с EDS-анализатором. Это покажет реальную однородность шва и отсутствие пор. Без этого этапа любая закупка — лотерея.
Цена против надежности: вечный спор
С золото-оловянным припоем, особенно в форме тонкой пластины, экономия на цене за грамм почти всегда выходит боком. Дороже — не всегда лучше, но подозрительно дешево — это стопроцентный риск. Разница в цене часто кроется не в жадности поставщика, а в чистоте исходных металлов (золото 999,9 или 999,5?) и в энергозатратах на многоступенчатый контроль. Если производитель экономит на этапе отжига или использует оборудование для прокатки, не предназначенное для точных сплавов, дефекты проявятся позже на вашем производстве, а стоимость переделки и потери времени будут в разы выше.
Мы как-то попробовали ?оптимизировать? затраты, взяв пластину у нового вендора на 15% дешевле рыночной. В итоге получили партию с повышенным содержанием примесей меди (как позже выяснилось). Припой плавился нечетко, а сцепление с керамикой было слабым. Пришлось списать всю партию корпусов. Урок усвоен: теперь мы закладываем в бюджет не просто стоимость материала, а стоимость качественного материала, подтвержденного испытаниями. Интегрированные решения, которые предлагают такие компании, как упомянутая Суо Ибо Технолоджи, в долгосрочной перспективе могут оказаться выгоднее, так как они несут ответственность за весь процесс герметизации, а не просто продают фольгу.
Еще один момент — логистика и хранение. Пластина чувствительна к условиям. Ее нельзя просто бросить на склад. Нужен контроль влажности, желательно инертная атмосфера в упаковке. Надежный производитель всегда поставляет материал в вакуумной упаковке с индикатором влажности внутри.
Итоговый чек-лист для поиска
Итак, резюмируя разрозненные мысли. Чтобы найти своего производителя для золото-оловянной припойной пластины 200 мкм, нужно действовать не как закупщик, а как технолог. 1) Искать среди специализированных предприятий по герметизирующим материалам, а не среди широкопрофильных поставщиков припоев. 2) Требовать не сертификаты, а детали технологического процесса: метод получения сплава, контроль гомогенности, оборудование для прокатки и отжига. 3) Обязательно проводить свои приемочные испытания с реальным оплавлением и анализом шва. 4) Смотреть на упаковку и условия хранения у поставщика — это индикатор культуры производства. 5) Рассматривать поставщиков, которые предлагают комплексные решения, так как их понимание конечной задачи глубже.
Возвращаясь к началу. Качественную пластину найти можно. Но это не быстрый поиск по запросу в интернете. Это последовательный отсев, тесты и построение отношений с заводом, который понимает, что его продукт идет не на склад, а в высоконадежное изделие. И такие производители, будь то в Европе, Японии, или как растущие игроки вроде ООО Суо Ибо Технолоджи, ценят именно этот — технологический — подход к диалогу.