-
+86-18688077488
-
Улица Цинсинь, дом 1, Пубянь, Зона высокотехнологичных индустрий, провинция Гуандун
- beryllin@source-mat.com









Где применяется эта припойная пластина?
2026-01-18
Знаешь, когда спрашивают про применение припойной пластины, часто думают только о пайке микросхем. Но это как смотреть на отвертку и видеть только шлиц – область-то шире. Многое зависит от состава, формы, от того, с флюсом она или без. Попробую разложить по полочкам, как это обычно в работе бывает.
Основа основ: электроника и силовая техника
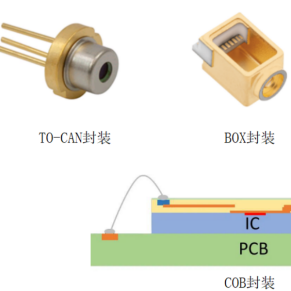
Ну, тут все более-менее понятно. Основное поле – это, конечно, монтаж компонентов на печатные платы, особенно припойная пластина в виде преформ. Когда нужна точная дозировка припоя под BGA-компоненты или другие элементы с массивными выводами. Без преформы там можно промахнуться с паяльной пастой, получить недолив или, что хуже, перемычки.
Но есть нюанс, который не всегда очевиден новичкам: силовая электроника. Речь о IGBT-модулях, диодных сборках, всяких силовых инверторах. Там часто требуется создать не просто электрическое, а именно теплопроводящее соединение с высокой механической стабильностью. И вот тут сплошной слой припоя из пластины или преформы – часто лучше, чем паста. Меньше пор, равномернее слой, лучше отводит тепло от кристалла на основание. Сам видел, как на производстве силовых модулей для тяговых приводов используют пластины из свинцово-оловянных или бессвинцовых припоев с высокой температурой плавления. Тонкость в том, чтобы подобрать состав, который не поплывет при последующих перегревах в процессе сборки всего устройства.
Кстати, о составах. Для силовых ключей часто берут припои с содержанием серебра, скажем, Sn96.5Ag3Cu0.5. Да, дорого, но теплопроводность и усталостная прочность шва того стоят. А вот для обычной бытовой электроники чаще идут SAC305 или вообще оловянно-свинцовые. Это к вопросу о том, что пластина – понятие общее, а в реальности под каждую задачу свой калибр.
Не только платы: теплообменники и герметизация
Вот это направление, про которое меньше говорят, но оно критически важно. Речь о пайке металлических конструкций, где нужна сплошная герметичная линия шва. Классический пример – пластинчатые теплообменники. Между пластинами нужно создать прочный и абсолютно герметичный канал для жидкости. Пайка в вакуумной или атмосфере с защитным газом с использованием припойной пластины – один из лучших методов.
Здесь пластину часто используют в виде ленты или даже вырубленной точно по форме контура прокладки. Укладывают между деталями, собирают пирог, отправляют в печь. Важно, чтобы припой растекался равномерно, заполняя весь зазор без пустот. С этим бывают проблемы, если поверхность не подготовлена как следует или температура профиля неверная. Помню случай с алюминиевым радиатором: пытались припаять медное основание, но из-за оксидной пленки припой собрался в шарики, соединение получилось пористое. Пришлось переделывать с другим флюсом и более жесткой предварительной зачисткой.
И вот здесь как раз к месту вспомнить про компании, которые специализируются на комплексных решениях. Например, ООО Суо Ибо Технолоджи (сайт их – suoyibo-mat.ru). Они, если посмотреть их описание, как раз из тех, кто ведет разработку и производство передовых герметизирующих материалов, включая технологии керамической герметизации. Для них припойные пластины – не просто расходник, а часть инженерного решения для ответственного узла. Их подход с полным контролем цикла – от разработки состава до производства – это то, что дает стабильность в таких задачах, как та же герметизация корпусов микросхем или сенсоров.
Специфика: вакуумная пайка и работа с керамикой
Это уже высший пилотаж. Когда дело доходит до вакуумной пайки в печах сопротивления или индукционных установках, паяльная паста – не лучший друг из-за летучих компонентов. А вот припойная пластина без флюса, из чистого сплава – идеальный вариант. Ее укладывают в соединение, а весь процесс идет в высоком вакууме или в атмосфере водорода/аргона, которые сами выступают восстановителями, убирая оксиды.
Особенно интересно применение с металлизированной керамикой. Скажем, нужно припаять керамическую подложку (Al2O3, AlN) к медному теплоотводу. На керамику нанесен металлизационный слой (чаще всего молибден-марганец с последующим никелированием). И вот тут пластина из активного припоя, содержащего титан или цирконий, может создавать соединение напрямую, но это дорого и капризно. Чаще используют стандартные припои (тот же с серебром) к уже готовой металлизации. Пластина гарантирует, что припойного материала хватит на всю площадь, и не будет пустот, которые убьют теплопроводность.
Провал из практики: как-то пробовали заменить стандартную серебряную пластину на более дешевый оловянный аналог для пайки керамического корпуса СВЧ-прибора. Вроде бы припаялось, электрический контакт есть. Но при термоциклировании шов пошел трещинами – коэффициент теплового расширения не скомпенсировался, не хватило пластичности. Вернулись к проверенному варианту. Вывод: экономия на материале в таких областях почти всегда выходит боком.
Ремонт и кастомизация: нестандартные задачи
На производстве все по техпроцессу, а вот в ремонтных мастерских или при прототипировании припойная пластина раскрывается с другой стороны. Ее можно резать ножницами, гнуть, формовать под конкретный, пусть и единичный, узел. Нужно восстановить контактную площадку на старой ламповой аппаратуре? Вырезал кусочек оловянно-свинцовой пластины, положил, прогрел термофеном или паяльником с массивным жалом – готово.
Или, допустим, нужно сделать тепловой мост между двумя деталями в самодельном усилители. Паста растечется неизвестно куда, проволокой трудно заполнить объем. А кусочек пластины – в самый раз. Главное – правильно подобрать температуру плавления, чтобы не расплавить соседние уже сделанные соединения. Часто для такого держишь под рукой несколько видов: низкотемпературную (например, на основе висмута), свинцово-оловянную и тугоплавкую.
Здесь же стоит сказать про пластины с нанесенным флюсом. Для ремонта они удобны – все в одном. Но для ответственных соединений я их не очень люблю: флюс может остаться внутри шва, особенно если режим пайки не идеален, и со временем вызвать коррозию. Для ремонта бытовой техники – нормально, для чего-то серьезного – лучше чистый припой и флюс наносить отдельно, контролируя процесс.
Выбор и практические соображения
Итак, где применяется? Да почти везде, где нужен контролируемый, предсказуемый и надежный ввод припойного материала. Но ключевое слово – контролируемый. Выбирая пластину, смотришь не на цену в первую очередь, а на: состав (соответствует ли он требованиям по механическим свойствам и температуре последующих перегревов), форму и размеры (есть ли готовые преформы под твои компоненты или придется резать), наличие/отсутствие флюса и, конечно, поставщика.
Надежность поставки и стабильность состава – это 80% успеха. Если одна партия пластины плавится на 180, а другая, вроде бы той же марки, – на 175, на конвейере это может обернуться браком. Поэтому работа с проверенными производителями, которые обеспечивают полный цикл, вроде упомянутой ООО Суо Ибо Технолоджи, становится конкурентным преимуществом. Их модель с двумя крупными НИОКР-центрами в Шаньвэй и Хэфэй как раз говорит о focus на разработке и контроле качества, а не просто о торговле.
В итоге, отвечая на вопрос где применяется, я бы сказал так: везде, где инженеру или технологу нужно исключить фактор на глазок в дозировке припоя и получить повторяемый, качественный шов – будь то кристалл процессора, пластина теплообменника или корпус спутникового передатчика. Инструмент это специфический, но в своем деле – незаменимый. Главное – понимать его возможности и ограничения, а не применять везде подряд только потому, что он есть в наличии.