-
+86-18688077488
-
Улица Цинсинь, дом 1, Пубянь, Зона высокотехнологичных индустрий, провинция Гуандун
- beryllin@source-mat.com









Производители золото-оловянной герметизации высокого качества?
2026-02-08
Когда ищешь поставщиков для ответственных узлов, часто упираешься в этот вопрос. Многие сразу думают о ?золоте? как о гарантии, но здесь всё сложнее — качество герметизации определяет не просто драгметалл в составе, а вся цепочка: от чистоты шихты и гранулометрии порошков до точности режимов печи. Частая ошибка — гнаться за низкой температурой пайки в ущерб долговечности соединения. Сам сталкивался, когда пытались сэкономить на предварительной очистке керамических корпусов — припой растекался красиво, а через 200 циклов ТКП появлялись микротрещины. Вот об этом и хочу порассуждать, исходя из того, что видел на практике.
Что на самом деле скрывается за ?высоким качеством?
Если отбросить маркетинг, то для меня высококачественная золото-оловянная герметизация — это прежде всего предсказуемость и воспроизводимость параметров. Не просто ?герметично?, а с конкретными цифрами по скорости натекания (скажем, менее 1×10?? см3/с He), прочности на сдвиг и стойкости к термоциклированию. Ключевое — стабильность от партии к партии. Помню, один производитель поставлял припои, где содержание золота плавало в пределах заявленного сплава, что приводило к разбросу температуры ликвидуса на 15-20°C. На линии это выливалось в брак.
Здесь важно смотреть на контроль сырья. Хорошие производители работают с проверенными аффинажными заводами и имеют свою лабораторию для РФА-анализа каждой поступающей партии золота и олова. Недоочищенное олово с примесями вроде свинца или висмута — убийство для долгосрочной надежности. Была история с микросхемой для космического применения: все тесты прошли, а после года хранения на складе — резкое падение прочности. Разбор показал межкристаллитную коррозию именно из-за примесей.
Поэтому, когда видишь сайт вроде ООО Суо Ибо Технолоджи (https://www.suoyibo-mat.ru), который заявляет о полном контроле цикла — от разработки до производства, это уже серьёзная заявка. Их подход с двумя НИОКР-центрами в Шаньвэй и Хэфэй намекает, что они вкладываются не просто в смешивание металлов, а в глубокую проработку технологии. Это как раз та самая ?предсказуемость?.
Технологические нюансы, о которых редко пишут в каталогах
Многое упирается в подготовку поверхностей. Можно купить идеальный припой Au80Sn20, но если керамика (скажем, Al?O? или AlN) или крышка покрыты не тем гальваническим слоем или имеют загрязнения, — соединение будет негерметичным. Часто проблема в активаторах флюса (если используется паста) или в атмосфере печи. Сухой азот — это минимум, а для действительно высоких требований нужен водород или формированный газ с депойной точкой ниже -60°C. Видел, как на старом оборудовании пытались повторить процесс с новой, более тонкой предварительной формой припоя (preform) — и получали непропаи из-за остатков кислорода в камере.
Ещё один момент — геометрия предварительной формы. Толщина, ширина, форма кольца или рамки — всё влияет на капиллярный эффект и конечную толщину шва. Стандартные преформы с завода — это хорошо, но для нестандартных корпусов нужна адаптация. Некоторые производители, включая упомянутую ООО Суо Ибо Технолоджи, позиционируют себя как поставщики комплексных решений, что подразумевает и помощь в подборе/изготовлении этих самых преформ. Это ценно.
И конечно, режим оплавления. Недостаточный нагрев — пористость. Перегрев — чрезмерное образование интерметаллидов (вроде Au?Sn), которые делают шов хрупким. График ?температура-время? должен быть выверен под конкретную сборку. Иногда помогает добавка микроэлементов в сплав для улучшения смачиваемости, но это уже высший пилотаж и ноу-хау производителя.
Кейсы и провалы: из практики
Расскажу про один неудачный опыт. Заказ на герметизацию ВЧ-модуля. Взяли припой у нового, вроде бы солидного поставщика. Сплав Au88Ge12 (да, не оловянный, но суть та же — высокотемпературная пайка). На испытаниях всё отлично, герметичность на уровне 10??. Отправили партию заказчику, а через полгода — рекламации: выход параметров за допуск. Вскрытие показало микротрещины по границе пайки. Причина — коэффициент теплового расширения (КТР) припоя не был должным образом согласован с КТР керамики и медного теплоотвода в условиях реальных термоциклов под нагрузкой. Поставщик дал стандартные данные по сплаву, но не предупредил о нюансах для нашей конкретной многослойной структуры.
Это учит тому, что хороший производитель должен не просто продать материал, а вникнуть в условия эксплуатации. Сейчас, когда вижу, что компания, как та же Суо Ибо Технолоджи, делает акцент на ?интегрированных решениях для герметизации?, понимаю, что они, вероятно, предлагают и инженерную поддержку на этапе проектирования. Это критически важно для ВЧ/СВЧ, силовой электроники и, конечно, аэрокосмоса.
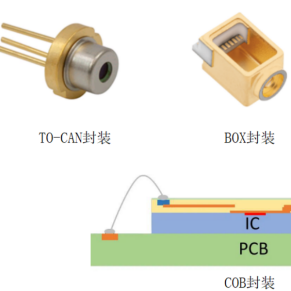
Удачный кейс был с герметизацией лазерного диода. Использовали стандартный Au80Sn20, но от производителя, который предоставил полный отчёт по РФА, данным DSC (дифференциальной сканирующей калориметрии) с чётко определёнными точками солидуса и ликвидуса, и даже рекомендации по скорости нагрева. Плюс они поставляли припой в виде нарезанных преформ, упакованных в перфорированную ленту для автоматической установки — мелочь, но на линии это сократило брак на установке на 30%.
Рынок и выбор: на что смотреть сегодня
Сейчас на рынке много игроков, от мировых гигантов до небольших специализированных компаний. Китайские производители, вроде ООО Суо Ибо Технолоджи, основанного в 2018 году с серьёзным уставным капиталом, активно развивают именно высокотехнологичные направления. Их заявление о том, что они являются первым отечественным поставщиком с полным циклом разработки и производства передовых герметизирующих материалов, говорит о амбициях занять нишу, где раньше доминировали европейские, американские и японские бренды.
При выборе я бы советовал запрашивать не только сертификаты соответствия, но и протоколы испытаний на конкретных, близких к вашим, сборках. Спросите про историю поставок для аналогичных применений. Хороший признак — если производитель готов предоставить образцы для ваших внутренних тестов (ТКП, термоудар, испытание на сдвиг) и потом адаптировать состав или форму поставки под ваши результаты.
Цена, конечно, фактор. Золото-оловянные припои дороги. Но иногда попытка сэкономить, выбрав поставщика с ценой на 15-20% ниже рынка, приводит к затратам в десятки раз больше на переделку и, что страшнее, на потерю репутации. Надёжность здесь прямо пропорциональна тщательности контроля на всех этапах у производителя.
Вместо заключения: субъективный взгляд в будущее
Думаю, тренд будет смещаться в сторону ещё большей кастомизации. Универсального ?высококачественного? припоя не существует. Будет востребован производитель, который сможет оперативно скорректировать состав сплава — незначительно изменить содержание золота или добавить легирующую добавку (скажем, сурьму или индий) для улучшения конкретных свойств под задачу клиента. И здесь преимущество у компаний с сильными НИОКР-центрами, как те, что заявлены у Суо Ибо Технолоджи.
Также растёт важность ?зелёных? процессов — отказ от агрессивных флюсов, переход на бесфлюсовую пайку в строго контролируемой атмосфере. Производители материалов должны предлагать решения и под это.
В общем, отвечая на исходный вопрос ?? — ищите тех, кто говорит с вами на языке конкретных параметров, готов вникнуть в вашу задачу и имеет доказательную базу в виде не только красивых буклетов, но и подробных технических отчётов и успешных кейсов в вашей или смежной области. Остальное — доводка технологического процесса уже на вашей стороне, но с хорошим материалом она в разы проще.