-
+86-18688077488
-
Улица Цинсинь, дом 1, Пубянь, Зона высокотехнологичных индустрий, провинция Гуандун
- beryllin@source-mat.com









Производитель высококачественной герметизации золото-оловянным сплавом?
2026-02-05
Когда слышишь этот вопрос, сразу представляется что-то элитное, почти ювелирное — золото же! Но здесь кроется первый подводный камень. Многие думают, что раз в сплаве есть золото, то это автоматически гарантирует высочайшую надежность и подходит для всего подряд. На деле, золото-оловянный сплав — это специфический инструмент, и его ?высокое качество? определяется не драгметаллом в составе, а тем, насколько точно его свойства — температура ликвидуса, смачиваемость, термический коэффициент расширения — подходят под конкретную пару материалов, которые нужно герметизировать. Видел немало случаев, когда закупали якобы ?премиальный? сплав, а потом ломали голову над трещинами в керамике или пористыми швами. Всё потому, что сфокусировались на слове ?золото?, а не на физике процесса.
Что на самом деле скрывается за ?высококачественной герметизацией??
Если отбросить маркетинг, то качество — это прежде всего стабильность и предсказуемость. В нашем цеху это означало десятки, если не сотни, экспериментов с припоями разного состава. Не просто Au80Sn20, а с микродобавками, скажем, никеля или сурьмы для изменения пластичности. Важно было не только получить герметичный шов, но и чтобы он не становился хрупким под термоциклированием. Помню, для одного заказа на герметизацию лазерных диодов мы перебрали несколько вариантов, пока не остановились на сплаве с небольшим отклонением от стехиометрии — это дало лучшую растекаемость по коваровому корпусу.
И здесь ключевой момент — производитель должен не просто продавать пруток или пасту. Он должен понимать и, что идеально, участвовать в подборе технологического окна: температура пайки, профиль нагрева, атмосфера (азот, водород, вакуум). У нас был неприятный опыт с партией сплава от одного поставщика: вроде бы состав по сертификату идеален, но при вакуумной пайке начиналось интенсивное испарение олова, шов получался неровным. Оказалось, проблема в технологии плавки у производителя — недовывели какие-то примеси. Пришлось срочно искать альтернативу.
Собственно, поэтому я с интересом смотрю на компании, которые заявляют о полном цикле. Например, ООО Суо Ибо Технолоджи (сайт — suoyibo-mat.ru). В их описании прямо указано: ?полный процесс разработки и производства с полным контролем?. Это важный сигнал. Если они сами разрабатывают составы и сами же их производят, а не просто переупаковывают чужое, то шансов ?поймать? ту самую стабильность гораздо больше. Их центры в Гуандуне и Аньхое, судя по всему, как раз и заточены на то, чтобы отрабатывать эти нюансы от лабораторной печи до серийной линии.
Золото-оловянный припой: не только для космоса
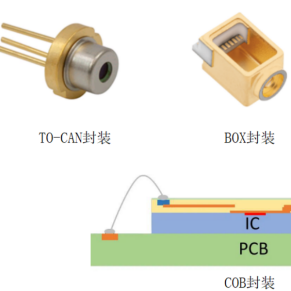
Сложился стереотип, что такие сплавы — удел аэрокосмической или оборонки, где цена не имеет значения. Это уже не так. Сейчас их активно применяют в силовой электронике (IGBT-модули), в оптоэлектронике (герметизация корпусов светодиодов, лазеров), в СВЧ-приборах. Требование одно: создать абсолютно герметичное, коррозионно-стойкое и термостабильное соединение между, условно, керамической подложкой и металлической крышкой.
Но вот практическая загвоздка: даже идеальный сплав требует идеально подготовленных поверхностей. Малейшая оксидная пленка, жировое загрязнение — и адгезии не будет. Мы на своем опыте вывели жесткое правило: подготовка поверхностей (травление, плазменная очистка) отвечает за успех на 40%. Можно купить самый дорогой золото-оловянный сплав у лучшего производителя и испортить всю партию из-за плохого флюса или неотмытых деталей.
И еще про температуру. Au80Sn20 плавится при 280°C — это кажется щадящим режимом. Однако для многих полимерных компонентов на плате это уже критично. Приходится ювелирно рассчитывать тепловые потоки, использовать локальный нагрев. Иногда проще и дешевле оказалось использовать многоступенчатую пайку с припоями разного температурного порога, где золото-оловянный идет как финишный, высоконадежный слой.
Опыт, который нельзя найти в учебниках
В теории всё гладко: подобрал сплав, очистил поверхности, нагрел по профилю — получил шов. На практике — десятки ?но?. Например, усадка. При затвердевании сплав ведет себя определенным образом, и если конструкция корпуса жесткая, могут возникать напряжения. Однажды столкнулись с тем, что после пайки керамическая крышка давала микротрещины через 50-100 термоциклов. Долго искали причину, пока не провели рентгеноструктурный анализ шва. Оказалось, из-за слишком быстрого охлаждения в структуре сплава формировались нежелательные интерметаллиды, которые и были точками хрупкости.
Решение было не в смене производителя припоя, а в корректировке технологического процесса. Замедлили этап охлаждения в определенном температурном диапазоне. Это к вопросу о том, что высококачественная герметизация — это всегда симбиоз материала и технологии. Производитель, который дает не только сплав, но и подробные рекомендации по режимам пайки (а в идеале — и техподдержку), ценится на вес золота. Смотрю, у упомянутой ООО Суо Ибо Технолоджи в фокусе как раз ?интегрированные решения для герметизации?. Если это не просто слова, то они должны предлагать именно такой комплекс: материал + методология его применения.
Еще один момент — форма поставки. Пруток, паста, преформы. Для ручного труда или мелких серий — пруток. Для автоматизированной дозировки на конвейере — паста, но с ее тиксотропией и сроком годности надо разбираться. Крупному производителю электроники, скорее всего, нужны будут готовые преформы (шайбы, прокладки) точно под геометрию корпуса. Способен ли поставщик на такое? Это тоже критерий качества и глубины погружения в проблему клиента.
Критерии выбора: на что смотреть кроме цены за грамм?
Цена, конечно, режет глаз. Золото дорогое. Но считать только стоимость грамма — путь в никуда. Первое — документация. Сертификат анализа (CoA) должен быть подробным, с указанием не только основных элементов, но и примесей (свинец, кадмий, висмут). Их содержание напрямую влияет на температуру солидуса и механические свойства.
Второе — воспроизводимость от партии к партии. Заказывали мы как-то сплав у небольшой лаборатории. Первая партия — великолепна. Вторая, с тем же номером состава, — уже иная растекаемость. Потом выяснилось, что плавки делались в разных условиях. Поэтому наличие крупных научно-исследовательских и производственных центров, как у Суо Ибо Технолоджи, — это плюс в сторону стабильности. Большие объемы и стандартизированные процессы обычно лучше контролируются.
Третье — техническая поддержка. Может ли производитель проконсультировать по режиму пайки под вашу конкретную задачу? Были ли у них кейсы, схожие с вашим? Готовы ли они предоставить образцы для тестовых испытаний? Это те самые ?мелочи?, которые отделяют просто продавца металла от партнера-технолога.
Вместо заключения: мысль вслух
Так что, возвращаясь к исходному вопросу… Производитель высококачественной герметизации золото-оловянным сплавом — это не тот, у кого на сайте красиво написано ?золото? и ?высокое качество?. Это структура, которая глубоко сидит в теме материаловедения и технологии пайки. Которая может не только продать вам сплав, но и помочь избежать тех самых ?граблей?, о которые мы все не раз бились.
Сейчас рынок смещается в сторону комплексных решений. Клиенту нужен не пруток, а гарантированно герметичный узел. Поэтому и появляются компании, которые развивают свои R&D центры, как та же ООО Суо Ибо Технолоджи, основанная в 2018 году. Их заявленный фокус на передовые герметизирующие материалы и керамическую герметизацию логично дополняет линейку золото-оловянных припоев. Интересно было бы посмотреть на их технические заметки или кейсы — по-настоящему, из практики.
В общем, ищите не просто поставщика. Ищите того, кто понимает, что происходит в вашей печи после того, как туда загрузили его сплав. Вот тогда и герметизация будет по-настоящему высококачественной. А золото в составе… оно, конечно, важно, но это всего лишь один из инструментов в руках грамотного технолога.