-
+86-18688077488
-
Улица Цинсинь, дом 1, Пубянь, Зона высокотехнологичных индустрий, провинция Гуандун
- beryllin@source-mat.com









Заводы высокого качества технологии плавки золото-оловянных эвтектических припойных пластин?
2026-02-10
Когда слышишь про ?высокое качество? и ?эвтектику Au-Sn?, сразу представляется идеальный, почти лабораторный процесс. Но на деле, между этой картинкой и реальным заводским цехом — пропасть, которую заполняют масло, пар, металлическая пыль и постоянный выбор ?меньшего из зол?. Многие думают, что главное — это процентное соотношение золота и олова, скажем, 80/20. А на самом деле, куда важнее, что происходит с этим сплавом до того, как он станет тонкой, хрупкой пластиной. Вот об этом, о заводской кухне, и хочется порассуждать.
Не эвтектика, а ?предэвтектика?: где кроется первый подводный камень
Идеальная эвтектика — это однородная структура. Но чтобы её получить, расплав должен остыть строго определённым образом. На бумаге всё ясно: задали температуру, выдержали, охладили. В цеху же печь, даже самая современная, имеет свои ?мёртвые зоны? по углам, где термопара не всегда достаёт. Получается, что по краям слитка структура начинает формироваться чуть раньше, чем в центре. Это не брак, но это уже не идеальная эвтектика, а что-то с преобладанием, скажем, фазы Au5Sn. Пластина из такого материала при пайке будет вести себя чуть иначе — не так текуча, более хрупкая на излом.
Мы с этим столкнулись лет пять назад, когда один заказчик жаловался на трещины в шве после термоциклирования. Гоняли составы, проверяли чистоту — всё в норме. Пока не распилили сам слиток-заготовку и не посмотрели на микроструктуру у торца и в сердцевине. Разница была. Решение оказалось до смешного ?нетехнологичным?: увеличили скорость вращения тигля при разливке, чтобы перемешивание было интенсивнее. Помогло, но энергозатраты подскочили.
Отсюда вывод: когда говорят о ?технологии плавки?, надо спрашивать не про температуру, а про кинетику процесса. Как именно перемешивают? Как контролируют градиент остывания? Часто в паспорте материала этого не найдёшь, а это и есть суть качества.
Чистота — не только про 5N. О чём молчат сертификаты
Все требуют золото 99.999%. Это данность. Но мало кто смотрит на то, что происходит с этим золотом, пока его везут из хранилища до печи. В воздухе цеха, особенно если рядом идут другие процессы, всегда есть пыль. Кремниевая, от шлифовки, углеродистая — от масла оборудования.
Однажды на одном из старых производств видел, как оператор в кожаных перчатках (обычных, рабочих) брался за очищенную золотую чушку, чтобы загрузить в индукционную печь. Всё. Вся органика с тех перчатков, весь пот, соли — всё это потом ушло в расплав. Пластина из той партии давала повышенное газовыделение при вакуумной пайке. Брак не катастрофичный, но стабильность страдала.
Поэтому настоящие заводы высокого качества выглядят не как литейные цеха, а скорее как фармацевтические лаборатории. Зоны загрузки шихты изолированы, используется инертная атмосфера или вакуум на всех этапах контакта металла с воздухом. У нас в кооперации был партнёр — ООО Суо Ибо Технолоджи (их сайт — suoyibo-mat.ru). Они как раз из тех, кто изначально строился под такие стандарты. Основаны в 2018, и видно, что подход с нуля был системный. У них не просто печь, а целый технологический тракт с контролем среды. Это не реклама, а констатация: когда видишь их НИЦ в Шаньвэй и Хэфэй, понимаешь, что они вкладываются именно в контроль процесса, а не только в закупку дорогого сырья. Их фишка — полный цикл и независимость от сторонних поставщиков критичных материалов, что для герметизации (а эвтектические припои часто для этого и нужны) — ключевой фактор.
Прокатка: где рождается внутреннее напряжение
Расплавлили, отлили — получили слиток. Дальше — его надо раскатать в пластину, иногда толщиной в сотни микрон. Вот здесь убивается больше всего потенциально хорошего материала. Если прокатывать ?в холодную?, металл упрочняется, появляются напряжения. Потом при резке пластина может коробиться или, что хуже, эти напряжения проявятся уже у заказчика при нагреве — деталь поведёт.
Идеально — горячая прокатка. Но и тут свои нюансы. Температура для золото-оловянного сплава — это узкий коридор. Чуть выше — олово начнёт окисляться активнее, даже в аргоне. Чуть ниже — сопротивление деформации растёт, нужны большие усилия, и опять риски неоднородности.
Наш опытный технолог всегда говорил: ?Слушай металл?. Имел в виду скрип, звук прокатки. Со временем и правда начинаешь различать, когда идёт нормальная пластическая деформация, а когда — уже на границе скола. Это не из учебников, это из практики. Автоматические станы, конечно, лишили нас этой ?музыки?, но добавили графиков с датчиков усилия, по которым тоже можно многое понять.
Резка и чистовая обработка: финишный штрих или поле битвы?
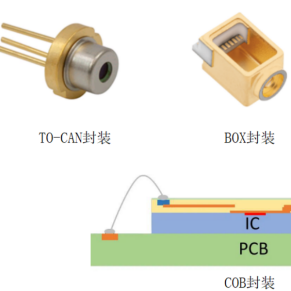
Готовая рулонная лента или пластины. Казалось бы, финиш. Но именно здесь возникают микрозаусенцы и остаточная стружка. Для пластин, которые потом используются в вакуумной упаковке микросхем или лазерных диодов, это смерть. Любая частица — потенциальный источник утечки.
Мы перепробовали разные методы резки: лазерную, ультразвуковую, электроэрозионную. У каждой свои минусы. Лазер — термическое влияние на кромку, может изменить локальный состав. Ультразвук — хорошо, но медленно и для толстых пластин не всегда. Остановились на прецизионной штамповке с последующей электрохимической полировкой кромок. Дорого, да. Но процент выхода годных изделий для ответственных применений вырос в разы.
Кстати, тут снова вспоминается про интеграторов вроде Суо Ибо Технолоджи. Их подход ?полного цикла? позволяет им контролировать и этот этап. Они не покупают полуфабрикат где-то, а режут свою же ленту, под свои же параметры. Это снижает риски загрязнения и непредсказуемости материала.
Вместо заключения: качество — это не параметр, а история
Так что, возвращаясь к заглавному вопросу. Заводы, делающие по-настоящему качественные эвтектические припойные пластины из Au-Sn, — это не те, у кого самая большая печь. Это те, кто выстроил цепочку, в которой нет слабых мест. От приёмки сырья с анализом не только чистоты, но и истории его хранения, до упаковки готовых пластин в чистые кассеты в среде инертного газа.
Это история про детали. Про перчатки оператора, про ?мёртвую зону? в печи, про звук прокатного стана. Часто лучшим индикатором качества является не сертификат (его, в конце концов, можно и подогнать), а реакция технолога на производстве, когда он получает новую партию материала. Если он не звонит с вопросами и претензиями — значит, всё в порядке. А это ощущение появляется только после тысяч часов, проведённых в цеху, рядом с печью, где плавится этот самый капризный, но прекрасный сплав золота и олова.