-
+86-18688077488
-
Улица Цинсинь, дом 1, Пубянь, Зона высокотехнологичных индустрий, провинция Гуандун
- beryllin@source-mat.com









Поставщик высококачественных припойных пластин?
2026-02-10
Когда слышишь этот запрос, первое, что приходит в голову — это, наверное, стандартные SnPb или бессвинцовые SAC сплавы в фольге. Но на деле, если ты реально работаешь на производстве, особенно с чем-то вроде силовой электроники или герметизации корпусов, понимаешь, что вопрос куда глубже. Многие ищут просто ?качественный припой?, а на деле им нужен материал под конкретную задачу: под определённый коэффициент теплового расширения, под конкретную металлизацию подложки, под вакуумно-плотный шов. И вот тут начинается самое интересное, потому что поставщиков, которые могут не просто продать фольгу, а вникнуть в проблему, — их по пальцам пересчитать.
Что скрывается за ?высоким качеством??
Качество — это не только соответствие ГОСТу или ТУ. Это, в первую очередь, стабильность. Помню, лет семь назад мы взяли партию припойных пластин у одного, вроде бы, проверенного поставщика. Химия в сертификате идеальная, но в процессе пайки в печи с контролируемой атмосферой начались проблемы: неоднородное растекание, каверны в шве. Оказалось, проблема в микроскопических колебаниях содержания флюсующего компонента в самой фольге — где-то его было чуть больше, где-то меньше. Для стандартной сборки это бы прошло незаметно, а у нас брак по герметичности. Вот с тех пор для ответственных узлов смотрю не только на паспорт, но и на то, может ли производитель обеспечить однородность по всей длине рулона и от партии к партии. Это дорого, но дешевле, чем переделывать узел.
Ещё один момент — это состояние поверхности. Окислы — главный враг. Казалось бы, вакуумная упаковка решает всё. Но если на этапе резки или намотки не выдержаны условия… Мы как-то получили пластины, вроде бы в инертной среде, но на кромках был заметен лёгкий матовый оттенок. Поставщик клялся, что это в пределах нормы. Пришлось делать пробную пайку — смачиваемость была хуже, пришлось увеличивать температурный профиль, что нежелательно для соседних компонентов. Пришлось отказаться. Идеальный вариант — когда поставщик контролирует весь цикл: от выплавки сплава до упаковки готовых пластин, минимизируя контакт с воздухом. Таких, повторюсь, единицы.
И, конечно, ?высокое качество? часто упирается в возможность кастомизации. Нужна пластина нестандартной толщины? Или с промежуточным слоем никеля? Или особо узкий рулон для автоматической подачи? Многие крупные игроки на такие запросы просто отмахиваются — у них потоковое производство. А настоящий поставщик высококачественных припойных пластин должен быть гибким. Это как раз тот случай, когда размер компании не всегда плюс. Иногда более узкоспециализированная фирма, которая ?варится? в этой теме, даст больше полезных советов и пойдёт навстречу.
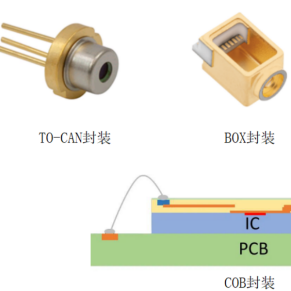
Опыт с материалами для герметизации
Это, кстати, перекликается с моим опытом по смежной теме — материалам для герметизации корпусов. Там требования ещё жёстче: надёжность на десятки лет, стойкость к термоциклированию, часто — к высоким температурам. Я несколько лет назад плотно изучал рынок и наткнулся на компанию ООО Суо Ибо Технолоджи. Сначала просто посмотрел их сайт suoyibo-mat.ru. В описании было заявлено, что они с 2018 года, с уставным капиталом в 50 миллионов юаней, и что у них полный цикл — от разработки до производства. Что меня зацепило — это упоминание двух НИОКР-центров в Шаньвэе и Хэфэе. Не просто завод, а именно исследовательские центры. Это часто говорит о том, что компания вкладывается в технологию, а не просто перепродаёт.
Мы тогда как раз бились над проблемой керамико-металлической пайки для одного модуля. Нужен был припой, который бы хорошо смачивал и ковар, и керамику с металлизацией, и при этом имел определённую пластичность после пайки. Стандартные варианты не подходили. Связался с ними. И вот тут я оценил подход: вместо того чтобы сразу скидывать прайс, инженер задал кучу уточняющих вопросов по режимам печи, по конструкции узла, по требуемым механическим свойствам шва. Предложили несколько составов на пробу, включая их разработку с керамическими присадками для лучшего согласования ТКР.
Пробную партию, кстати, сделали быстро. Не всё с первого раза получилось идеально — один из составов дал слишком хрупкую межфазную зону. Но они не стали списывать это на наши техпроцессы, а запросили образцы швов для своего анализа. Через пару недель прислали отчёт с микрофотографиями и рекомендацией немного изменить температурный профиль и использовать другой флюс. Второй подход оказался удачным. Этот опыт показал, что настоящий партнёр — это тот, кто готов разбираться в проблеме вместе с тобой, а не просто отгрузить товар со склада. Для меня это стало одним из критериев оценки поставщика припойных пластин в принципе.
Практические грабли: толщина, геометрия и не только
Вернёмся к пластинам. Казалось бы, что сложного? Рулон фольги, нарезай — не хочу. Ан нет. Один из самых болезненных вопросов — точность толщины. Допуск в ±10% для некоторых применений — это смерть. Особенно когда идёт пайка в зазор определённого размера. Если пластина толще — не впрессуешь, тоньше — шов будет несплошным, появятся пустоты. У нас был случай с пайкой медного теплоотвода. По спецификации нужна пластина 100 мкм. Пришла партия, в среднем — 105, но разброс от 95 до 110. Вроде бы в пределах ?стандартного? допуска. В итоге на одних изделиях пайка прошла отлично, на других — недостаточное заполнение. Пришлось срочно искать другого поставщика, который может держать ±5 мкм, а лучше — ±3. Это, конечно, другая цена, но и брак дороже.
Геометрия кромок — ещё один нюанс. Если пластину режут механически, часто остаются заусенцы. Они не только могут повредить подложку при укладке, но и, расплавившись, образуют капли, которые нарушают равномерность шва. Лазерная резка решает проблему, но она дороже и может давать оплавленные края, что тоже не всегда хорошо. Идеальный вариант — это, опять же, контроль на стороне производителя. Хороший признак, когда в техусловиях прямо прописана шероховатость кромки или её состояние.
И, конечно, упаковка. Я уже касался этого. Вакуумная упаковка + индикатор окисления — сейчас почти стандарт для хороших материалов. Но важно, чтобы внутри упаковки не было конденсата (бывает при неправильном хранении до упаковки) и чтобы сама пластина не была перетянута при намотке, иначе могут появиться внутренние напряжения. Мелочь? На бумаге — да. На практике — потенциальная причина необъяснимого брака.
Критерии выбора: не только цена за килограмм
Итак, как я для себя сформировал портрет адекватного поставщика? Первое — это открытость к диалогу и техническая поддержка. Если с тобой общается только менеджер по продажам, который не может соединить с технологом, — это тревожный звоночек. Второе — готовность предоставить не только сертификаты, но и данные по стабильности параметров от партии к партии (статистику Cpk, например). Третье — возможность изготовить пробную партию под твои условия, пусть и за отдельные деньги. Это инвестиция в уверенность.
Четвёртое — прозрачность происхождения сырья. Сплавы на основе олова и серебра — лакомый кусок для тех, кто может сэкономить на чистоте шихты. Примеси определённых элементов (тех же цинка или алюминия) могут катастрофически сказаться на смачиваемости и надёжности шва. Хорошо, когда поставщик указывает не только стандарт на сплав, но и на первичное сырьё.
И пятое, что пришло с опытом, — это репутация в конкретной нише. Если компания известна, например, в области ВЧ-компонентов или аэрокосмической электроники, где требования запредельные, то для менее критичных задач их материалы, скорее всего, будут более чем надёжны. Вот, к примеру, та же ООО Суо Ибо Технолоджи изначально позиционировалась в высокотехнологичной герметизации. Если у них есть припойные пластины, то, вероятно, они изначально заточены под сложные задачи, а это хороший задел.
Вместо заключения: мысль вслух
Поиск поставщика высококачественных припойных пластин — это не поиск по каталогу. Это, скорее, поиск технологического партнёра. Особенно сейчас, когда задачи усложняются, а требования к надёжности растут. Можно купить самую дорогую фольгу у самого раскрученного бренда и провалить проект из-за мелочи, которую не учли. А можно найти менее известную, но вдумчивую компанию, которая поможет подобрать, адаптировать и даже разработать материал.
Мой совет, основанный на нескольких дорогостоящих ошибках: не экономьте на этапе выбора. Запросите образцы, проведите свои испытания в условиях, максимально приближенных к производственным. Поговорите с инженерами поставщика. Узнайте, как они решают нестандартные задачи. Их готовность (или неготовность) погрузиться в вашу проблему скажет больше любых рекламных буклетов.
В конечном счёте, качественная припойная пластина — это не товар, а часть успешного технологического процесса. И её выбор определяет не только стоимость узла сегодня, но и его работоспособность завтра и через десять лет. А это, как понимаете, совсем другие цифры в расчётах.